






机床铸件的验收标准:
一、铸件的化学成分标准;
二、铸件的机械性能标准,抗拉、硬度;
三、铸件的金相标准,碳化物含量、珠光体含量、石墨长度等;
四、铸件的尺寸要求;
五、铸件的性能要求,如打压、渗漏等;生产中,我们不仅要检测原材料的特性,而且要检测型砂的特性。
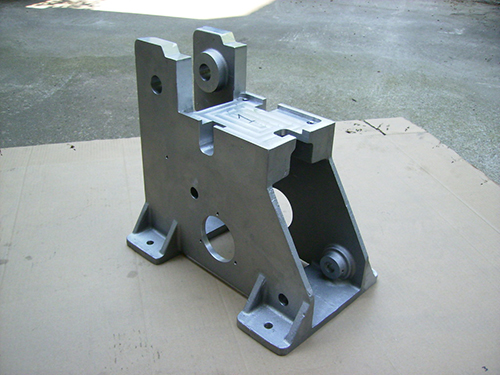 机床铸件的外观质量指集机械加工铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差。机械加工铸件的质量主要包括外观质量、内在质量和使用质量。机床铸件的内在质量主要指机械加工铸件的化学成分、物理性能、机械性能、金相组织以及存在于机床铸件内部的孔洞、裂纹、夹杂、偏析等情况;机床铸件的使用质量指机械加工铸件在不同条件下的工作长时间能力,包括不怕激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。机械加工铸件质量对机械产品的性能有很大影响。例如,机械加工铸件的性和尺寸稳定性,直接影响机床的精度保持寿命。机床铸件质量对机械产品的性能有很大影响。例如,机床铸件的不怕磨性和尺寸稳定性,直接影响机床的精度保持寿命。
机床铸件的外观质量指集机械加工铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差。机械加工铸件的质量主要包括外观质量、内在质量和使用质量。机床铸件的内在质量主要指机械加工铸件的化学成分、物理性能、机械性能、金相组织以及存在于机床铸件内部的孔洞、裂纹、夹杂、偏析等情况;机床铸件的使用质量指机械加工铸件在不同条件下的工作长时间能力,包括不怕激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。机械加工铸件质量对机械产品的性能有很大影响。例如,机械加工铸件的性和尺寸稳定性,直接影响机床的精度保持寿命。机床铸件质量对机械产品的性能有很大影响。例如,机床铸件的不怕磨性和尺寸稳定性,直接影响机床的精度保持寿命。机床铸件的浇注准则:
一、机床铸件清理。机床铸件清理实质就是对铸件的美化,所谓清理就是使铸件表面质量得以提升。对于小件,先用六角滚筒进行一次粗清理,再用抛丸清理转台对其二次精处理,然后用自带除尘设备的砂轮机精整,合格后刷防锈漆入库。对于中、大件先用震动落砂机去涂大块砂团,然后送入抛丸清理室抛丸清理,然后人工用手提砂轮机精整,合格刷防锈漆入库。
二、铸铁熔炼及浇注铁水质量对铸件表面质量影响,主要表现在两个方面:一是铁水中杂质的含量,特别是氧化铁含量,它易在铸件表面产生夹渣或渣气孔;二是铁水中气体含量,气体含量高易使铸件在表面或皮下产生气孔。我们采取的主要措施是提升铁水温度,建立冲天炉检测系统,确定冲天炉处于正常状态。
三、“高温静置,低温浇注”是浇注的控制准则,以降低铸件的气孔、缩孔及表面粘砂缺陷。提升铸造技术水平,改进出入口机械加工铸件表面质量
四、正确确定分型面尽量减少分型面,以减少因分型面所形成的飞边、表面凹凸等铸造表面缺陷;提升坭芯的整体性,减少坭芯之间的接合数目,减少坭芯之间或坭芯与型之间的配合间隙,以提升大型铸件的表面凹凸度及轮廓清晰度。
五、工艺参数的选择工艺参数对铸件尺寸精度以及轮廓清晰度有大的影响。经过多次工艺试验,对各工艺参数都认真选择。
六、普遍地应用的铸造工艺成果,提升铸造工艺水平,以减少铸造缺陷,特别是机械加工铸件表面缺陷。
河北康兴机电设备制造有限公司【http://www.kangxingjd.com/】主要生产的机床铸件包括立车床身,数控机床床身,消失模铸件,鼓风机铸件,大型机床铸件等,其他产品有机床铸铁平台,机床垫箱,机械加工铸件,零号段内外弧对弧样板,大型铸件,三维柔性焊接平台、多孔定位工装电焊台、铸铁平台平板、T行槽铸铁平台、测量平台、三坐标平台,焊接平台、划线平板、检验平台、装配平板、铆焊平台、拼接平台、基础平台、落地镗床工作台、机床床身铸件、机床滑台,回转工作台,机床铸件,立车工作台,平行平尺,方尺,铸铁方箱,T型槽方箱,铸铁弯板,T型槽弯板,V型铁,V型架,花岗石平台,花岗石平尺,花岗石机械构件,特种扳手工具及配件等系列产品。
机床铸铁平台http://www.kangxingjd.com/
机床垫箱http://www.kangxingjd.com/
机械加工铸件http://www.kangxingjd.com/
零号段内外弧对弧样板http://www.kangxingjd.com/
机械铸件http://www.kangxingjd.com/
机床铸件http://www.kangxingjd.com/
铸铁平台http://www.kangxingjd.com/
铸铁垫箱http://www.kangxingjd.com/
对弧样板http://www.kangxingjd.com/




